矿渣烘干机:工业固废资源化利用的关键设备
随着工业生产的快速发展,钢铁、冶金、化工等行业每年产生大量矿渣类固体废弃物。这些矿渣若未经处理直接堆放,不仅占用土地资源,还会对生态环境造成污染。矿渣烘干机作为一种高效处理设备,通过去除矿渣中的水分,使其满足资源化利用的要求,成为推动循环经济发展的重要技术装备。
矿渣烘干机的工作原理与结构
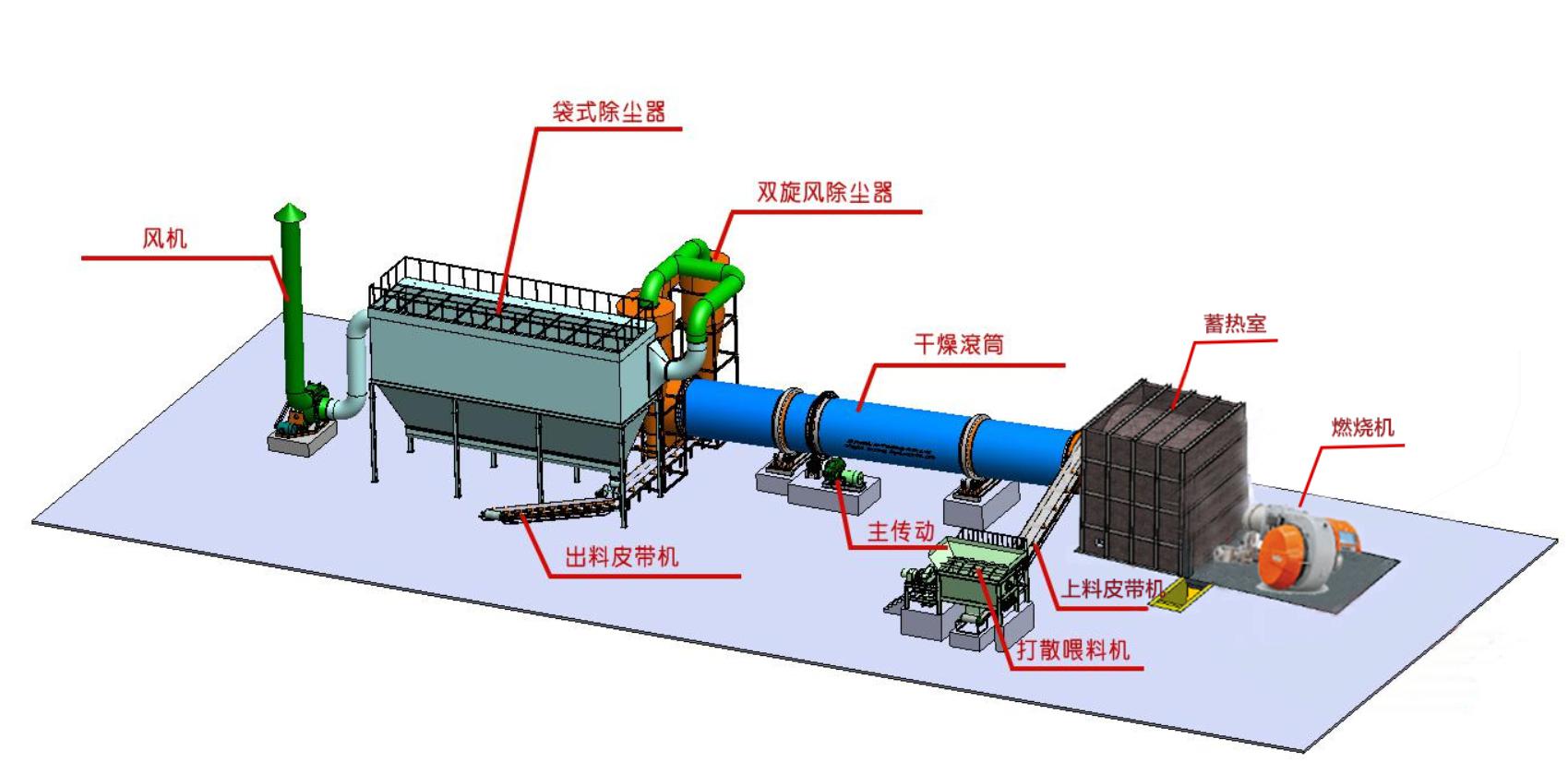
矿渣烘干机通常采用滚筒式结构,由热风炉、筒体、传动装置、进出料系统及除尘设备等组成。其核心原理是通过高温热风与湿矿渣在滚筒内的充分接触,实现水分蒸发。具体流程为:湿矿渣经输送设备进入滚筒,在筒体内部扬料板的作用下不断翻滚,与热风炉提供的高温气流逆向或顺向接触,水分迅速汽化,最终得到含水率低于1%的干矿渣。烘干后的矿渣颗粒均匀,可直接用于水泥掺合料、混凝土骨料或路基材料,实现变废为宝。
技术优势与创新突破
1.现代矿渣烘干机在节能环保与智能化方面取得显著进展:
2.多级余热回收技术:通过尾气净化系统和热交换装置,回收烘干过程中产生的余热,能耗降低30%以上;
3.智能温控系统:利用传感器实时监测筒体温度与物料状态,自动调节热风量与转速,避免过度烘干或结块;
模块化设计:针对不同矿渣特性(如粒度、含水率),可快速更换扬料板结构与热源配置,适应性强。以某钢铁企业为例,采用新型矿渣烘干机后,年处理量提升至50万吨,减少碳排放约1.2万吨。
应用场景与环保价值
矿渣烘干机广泛应用于钢铁厂高炉矿渣、铜冶炼渣、粉煤灰等工业固废处理领域。经烘干后的矿渣可作为水泥混合材替代部分熟料,每吨水泥生产可减少0.6吨二氧化碳排放;在道路工程中,干矿渣替代天然骨料可节约砂石资源消耗。据统计,我国每年通过矿渣资源化利用可减少固废堆存超8亿吨,相当于节省填埋土地3万亩。
随着“双碳”目标的推进,矿渣烘干机正朝着超低排放、全自动运行的方向发展。未来,该设备将与人工智能、物联网深度融合,在提升处理效率的同时,为工业固废资源化提供更精准的解决方案,助力绿色制造体系构建。
 微信咨询
微信咨询